Comment installer une géomembrane en PEHD : Guide étape par étape | Manuel de l'Ingénieur
Pour les ingénieurs CQA, les entrepreneurs en installation et les chefs de projet, une analyse approfondieComment installer une géomembrane en PEHD : guide étape par étape est essentiel pour assurer une étanchéité parfaite dans les décharges, les tas de minerais et les étangs. Après avoir supervisé plus de 500 installations de géomembranes couvrant 15 millions de mètres carrés à travers le monde, nous avons mis au point ce produit définitif.Comment installer une géomembrane en PEHD : guide étape par étape couvrant chaque phase critique : acceptation de la sous-couche (lisse, compactée, exempte d'objets pointus), déploiement des panneaux (déroulement, tensionnement, ancrage), soudage par fusion à double voie (température 400-500 ° C, vitesse 1,5-3,0 m/min), tests non destructifs (canal d'air à 30 psi), tests destructifs (ASTM D6392, essai de pelage/cisaillement) et procédures de réparation. Ce manuel d'ingénierie comprend des protocoles de sécurité, des listes de vérification des équipements, des points de contrôle qualité et des tableaux de dépannage pour les défauts de soudure courants. Pour les responsables des achats, nous incluons une liste de contrôle des qualifications des contracteurs et un calendrier d'inspection.
Qu'est-ce que le guide étape par étape pour l'installation d'une géomembrane en PEHD ?
L'expressionComment installer une géomembrane en PEHD : guide étape par étape désigne la séquence systématique de procédures nécessaires au déploiement, à la pose, aux tests et à la mise en service des revêtements en polyéthylène haute densité dans les applications de confinement. Contexte industriel : L'installation est conforme aux spécifications ASTM D7003 (épaisseur), D4437 (essais non destructifs), D6392 (essais destructifs des joints) et GRI GM13/GM17. Les phases clés comprennent : (1) préparation et acceptation de la sous-couche, (2) agencement et déploiement des panneaux, (3) assemblage (soudage par fusion pour les joints principaux, soudage par extrusion pour les réparations), (4) tests non destructifs (canal d'air, boîte à vide), (5) tests destructifs (pêleage et cisaillement), (6) réparation des défauts, et (7) pose de la couche de protection finale. Pourquoi c'est important pour l'ingénierie et les achats : Une installation correcte prévient les défauts de joint (80 % des fuites) et garantit la conformité réglementaire (EPA Subtitle D). Ce guide fournit des instructions étape par étape avec des critères d'acceptation pour chaque phase.
Spécifications techniques – Paramètres d'installation de la géomembrane en PEHD
| Paramètre | Valeur typique / Exigence | Critères d'acceptation | Importance de l'ingénierie | |
|---|---|---|---|---|
| Planéité de la sous-couche | ≤3 mm sur 3 m (ASTM F710) | Déviation maximale de 3 mm | Empêche les perforations et assure un soutien uniforme. | |
| Taille des pierres de la sous-couche | Diamètre maximum de 20 mm | Pas d'objets pointus ni de pierres angulaires >20 mm | De grosses pierres perforent la géomembrane sous la pression. | |
| Chevauchement des panneaux (HDPE lisse) | 75-100 mm | Chevauchement minimum de 75 mm | Un chevauchement insuffisant provoque un débordement de la machine. | |
| Température du soudeur par fusion | 400 ° C – 500 ° C (ajuster selon l'épaisseur) | ±10 ° C du point de consigne | Trop froid = soudure froide ; trop chaud = brûlure | |
| Vitesse de soudage (double voie) | 1,5 – 3,0 m/min | Ajuster inversement en fonction de la température | La vitesse affecte l'apport de chaleur ; essentielle pour une liaison uniforme. | |
| Pression d'essai du canal d'air | 30 psi (2 bar) | Attendre 5 minutes, dégradation ≤20% | Détecte les fuites dans les coutures à double voie | |
| Acceptation du test de pelage | ≥31 N/cm ou 50 % de la feuille parent .=Résistance minimale de liaison pour les joints primaires |
Structure et composition des matériaux – Considérations d'installation
| Couche / Composant | Matériel | Considérations relatives à l'installation | Contrôle de qualité |
|---|---|---|---|
| Noyau en PEHD | Résine HDPE + noir de carbone + antioxydants | Protéger de l'exposition aux UV (limitation de 30 jours à l'air libre). | Vérifiez l'étiquetage du rouleau pour le numéro de lot et la date. |
| Surface texturée (si spécifié) | Texture co-extrudée (préférée) | Nécessite un chevauchement plus important (100-125 mm) et des conditionneurs pour le soudage. | Vérifier le type de texture (co-extrudée, non impigée) |
| Bord roulé (couture d'usine) | Panneau pré-assemblé (facultatif) | Les coutures en usine réduisent les soudures sur le terrain de 50 %. | Vérifiez la résistance des coutures avant le déploiement. |
Processus d'installation étape par étape – Comment installer une géomembrane en PEHD
Préparation et réception de la sous-couche – Sous-couche compacte à 95% du standard Proctor. Enlever toutes les pierres >20mm. Rouleau de preuves avec camion chargé. Mesurer la planéité avec un règle de 3 mètres (déviation maximale de 3 mm). Installez un coussin géotextile si la sous-couche contient des pierres angulaires.
Agencement des panneaux et placement des rouleaux – Planifier la disposition des panneaux afin de minimiser les joints sur le terrain. Positionner les rouleaux pour la direction de déroulement. La scène se déplace le long de la zone de travail. Pour les pentes, ancrer le rouleau en haut avant de le dérouler.
Déploiement (déroulement et positionnement) – Dérouler les panneaux avec tension (appliquer le frein de traînée). Superposer les panneaux adjacents de 75 à 100 mm (lisses) ou de 100 à 125 mm (texturés). Couper les panneaux avec un couteau aiguisé (éviter les entailles).
Ancrage et tensionnement – Ancrez les panneaux déployés aux tranchées périphériques. Éliminez les plis en tirant et en lissant. Pour les pentes, utilisez des sacs de sable ou des ancrages temporaires pour éviter le glissement.
Soudage par fusion à double voie (coutures primaires) – Réglez la température du coin en fonction de l'épaisseur et de la température ambiante (démarrer à 450 ° C pour 1,5 mm. Calibrer la pression (3-4 bar) et la vitesse (2,0 m/min en ligne de base). Joint d'essai de soudure – tester de manière destructive avant la production. Souder à une vitesse de 1,5 à 3,0 m/min, maintenir une vitesse constante.
Soudage par extrusion (réparations et pénétrations) – Pour les manchons de tuyaux, les puisards et les patchs de réparation. Préparer les bords en rectifiant le biseau. Nettoyer avec de l'alcool isopropylique. Extrusion des billes à 200-250 ° C. Maintenir une pression et un angle constants.
Contrôle non destructif (canal d'air) – Pour les coutures à double fil : insérer l'aiguille dans le canal, appliquer une pression de 30 psi, maintenir pendant 5 minutes. Dégradation de la pression ≤20% = conforme. Localisez les fuites avec de l'eau savonneuse. Marquer et réparer.
Essais destructifs (décollement et cisaillement) – Couper les échantillons tous les 150 mètres de longueur de couture (minimum 1 par soudeur par équipe). Test selon la norme ASTM D6392. Critères de réussite : résistance au pelage ≥31 N/cm, résistance au cisaillement ≥50% de la feuille d'origine, rupture par adhérence (déchirement des fibres).
Réparation des coutures endommagées – Couper la section défectueuse (au minimum 300 mm au-delà du défaut). Préparer les bords, les nettoyer et les sécher. Ressouder à l'aide d'un soudeur par extrusion. Re-tester la section réparée.
Placement de la couche de protection – Dans les 30 jours suivant l'installation, appliquez une couche de terre de couverture (300 mm) ou un géotextile pour protéger contre les UV. Évitez d'installer des équipements lourds directement sur le revêtement.
Comparaison des performances – Méthodes d'installation des revêtements en PEHD
Applications industrielles – Installation par type de projet
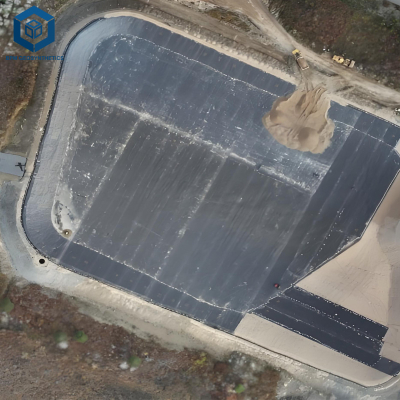
Revêtement de fond de décharge (plat, 10 000 m²) : HDPE lisse, soudage par fusion à double voie. Sous-couche : coussin de sable de 200 mm + géotextile. Déploiement : 2 équipes de 4 personnes, 1 200 m²/jour. Soudure : 3 soudeurs, 400 mètres linéaires par jour. Test : 100 % de canaux d'air, échantillons destructibles tous les 150 m.
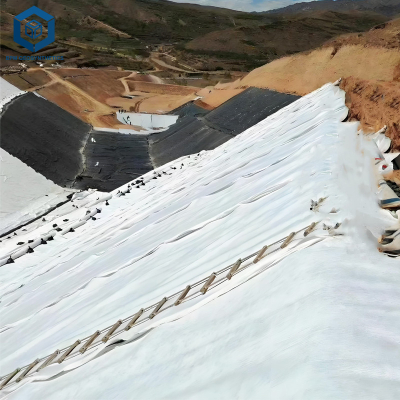
Pente latérale de la décharge (3H:1V, 5 000 m²) : PEHD texturé, fusion à double voie avec conditionneurs. Sous-couche : laminée, ancrée en haut. Déploiement : assisté par un treuil, 500 m²/jour. Étanchéité : en direction montante, 200 mètres linéaires par jour. Test : canal d'air (pompe en côte).
Membrane de bassin (pente douce, 20 000 m²) : Lisse ou LLDPE, fusion à double voie. Sous-couche : compactée à plat, aucun coussin nécessaire si elle est exempte de roches. Déploiement : 1 500 m²/jour. Couture : 500 mètres linéaires par jour. Test : boîte à vide pour coutures à voie unique.
Plateforme de lixiviation par accumulation minière (grande superficie, plus de 50 000 m²) : PEHD texturé, soudage automatisé pour des joints longs et droits. Les panneaux préfabriqués (20m x 20m) réduisent les joints sur le chantier. Déploiement : 2 000 m²/jour avec de grands équipes.
Problèmes courants de l'industrie et solutions techniques
Problème 1 – Soudure à froid (défaillance d'adhérence lors du test de pelage, interface lisse)
Cause principale : Température du coin trop basse (<400 ° c) ou="" vitesse="" trop="" rapide="">3 m/min). Solution : Augmenter la température de 10 à 20 degrés. ° C, réduire la vitesse de 0,3 à 0,5 m/min. Réessayer la couture avant la production.
Problème 2 – Déchirure (aissènement visible, trous dans la couture)
Cause principale : Température trop élevée (>500 ° C) ou vitesse trop faible (<1,2 m/min). Solution : Réduire la température de 20 à 30 degrés. ° C, augmenter la vitesse. Découper et remplacer la section endommagée (impossible à réparer).
Problème 3 – Perforations dues aux pierres de la sous-couche (trous visibles, fuites)
Cause principale : Pierres angulaires >20 mm non retirées. Sous-couche non laminée. Solution : Rejeter la sous-couche avant déploiement. Une fois la perforation identifiée, découper la zone endommagée (cercle d'un diamètre minimum de 300 mm) et réparer par soudure par extrusion.
Problème 4 – Test du canal d'air infructueux (diminution de la pression >20% en 5 minutes)
Cause principale : trou d'injection, fusion incomplète ou débris dans la couture. Utilisez de l'eau savonneuse pour localiser la fuite. Marquer et découper la section défectueuse (au moins 300 mm au-delà de la fuite), ré-souder. Pour les systèmes à double voie, réparer avec un soudeur par extrusion.
Facteurs de risque et stratégies de prévention
| Méthode d'installation | Résistance des coutures (pourcentage d'origine) | Vitesse de production (m²/jour/équipe) | Complexité du contrôle qualité | Meilleure application |
|---|---|---|---|---|
| Fusion à double voie (ciseau thermique) | 90-100% | 800-1 500 (plats), 400-800 (en pente) | Modéré (température, vitesse, pression) | Cours d'eau principaux, décharges, étangs |
| Soudage par extrusion (à main) | 70-85% | 200-400 (réparations uniquement) | Élevé (selon les compétences de l'opérateur) | Réparations, manchons de tuyauterie, pénétrations |
| Fusion à voie unique (petit coin) | 85-95% | 600-1,000 | Modéré | Courbes à rayon étroit, faibles chevauchements |
| Collage adhésif (non recommandé pour le PEHD) | 30-50% | 500-800 | Bas | Applications temporaires uniquement |
| Facteur de risque | Conséquence | Stratégie de prévention (Article spécifique) |
|---|---|---|
| Perçage de la sous-couche par des roches | La pierre angulaire pénètre dans le revêtement sous charge. La sous-couche doit être lisse et compactée, la taille maximale des pierres étant de 20 mm. Coussin géotextile (200 g/m²) requis pour le revêtement de fond angulaire. Vérification du chargement du camion avant déploiement. | |
| Soudure à froid (chaleur insuffisante) | Température trop basse ou vitesse trop rapide Paramètres de soudage : température 440-460 ° C pour PEHD 1,5 mm, vitesse 1,8-2,2 m/min. Calibrer le pyromètre à contact à chaque poste de service. |
Surchauffe (température excessive) Température trop élevée ou vitesse trop lente Surveiller l'affichage de la température en continu. En cas de brûlure, découpez la section endommagée (rayon de 300 mm) et remplacez-la. Des soudeurs non formés et des opérateurs non certifiés produisent des soudures irrégulières. Tous les opérateurs de soudage doivent détenir une certification actuelle IAGI ou NACE pour le soudage de géomembranes en PEHD. Cartes de certification disponibles pour inspection. Aucun test non destructif. Des fuites non détectées au niveau des joints provoquent une défaillance du système de confinement. 100 % des coutures à double voie doivent être testées avec un canal d'air à 30 psi pendant 5 minutes. Boîte à vide pour soudures par extrusion testée. Échantillons destructifs tous les 150 m selon la norme ASTM D6392.
Guide d'approvisionnement : Comment sélectionner un entrepreneur en installation de PEHD
Vérifier la certification IAGI ou NACE – Exiger la preuve de la certification actuelle de l'entreprise et les cartes individuelles des soudeurs. Minimum 3 soudeurs certifiés pour l'équipage.
Examiner les références de projets passés – Demander 5 projets de taille similaire (décharge, exploitation minière, étang). Contacter les propriétaires pour obtenir des informations sur les performances (fuites, calendrier, rapports CQA).
Vérifier l'inventaire des équipements – Soudeurs par fusion (double voie), soudeurs par extrusion, testeurs de vide, kits de canaux d'air. Carnets d'étalonnage des capteurs de température (derniers 30 jours).
Nécessite une réunion de pré-installation – Organiser une réunion préalable à la construction couvrant l'acceptation de la sous-couche, les essais des paramètres de soudage, les protocoles de test et les points de contrôle qualité (CQA).
Panneau de couture d'essai sur demande – Avant le soudage de production, le contractant doit souder une soudure d'essai de 10 mètres. Test destructif selon la norme ASTM D6392 – doit être réussi avant de procéder.
Spécifiez les points de contrôle CQA – Acceptation de la sous-couche, inspection du déploiement des panneaux, vérification des paramètres de soudage, tests non destructifs, échantillonnage destructif, documentation de réparation.
Inclure la clause de garantie Le contractant garantit toutes les coutures pendant 5 ans contre tout défaut. Toute fuite attribuée à une défaillance des coutures sera réparée aux frais du contractant.
Étude de cas d'ingénierie : Base de décharge – Erreur d'installation et mesure corrective
Projet : Assistant Revêtement de fond de décharge de déchets solides urbains (DSU) de 15 acres, en PEHD lisse de 1,5 mm d'épaisseur. Équipe d'installation certifiée, soudage par fusion à double voie.
Problème détecté lors du CQA: Le test de canal d'air sur 8 des 40 coutures (20 %) a montré une diminution de la pression de plus de 20 % en 5 minutes. Les échantillons destructifs provenant des mêmes coutures n'ont pas résisté au test de pelage (résistance au pelage 15 N/cm contre 31 N/cm requis). Mode de défaillance : défaillance adhésive (surface lisse, pas de déchirure des fibres).
Enquête sur la cause première : Le capteur de température de la machine à souder s'est décalé. Point de réglage 450 ° C, mais le pyromètre de contact a mesuré une température réelle du coin de 385. ° C. L'opérateur n'avait pas calibré la machine au début du cycle de travail (violation des spécifications). La vitesse était de 2,2 m/min – trop rapide pour le 385. ° C.
Mesure corrective: Capteur de température recalibré. Point de consigne ajusté à 470 ° C pour atteindre le chiffre réel de 445 ° C. Vitesse réduite à 1,8 m/min. Re-test de la couture d'essai – test de décollement réussi (45 N/cm, déchirement de la fibre adhésive).
Remédiation : Couper 380 mètres linéaires de coutures défectueuses (12% du total). Ressoudé avec des paramètres corrigés. Re-testés – tous ont réussi. Main d'œuvre supplémentaire : 3 jours x 4 soudeurs = 96 heures (12 000 $). Perte de production : 2 jours (20 000 $).
Résultat mesuré : LeComment installer une géomembrane en PEHD : guide étape par étape Leçons : l'étalonnage de la température au début du service est obligatoire. Un pyromètre à contact à 500 $ aurait permis d'éviter des dépenses de 32 000 $ pour la réhabilitation. Le projet exige désormais un journal d'étalonnage quotidien signé par l'inspecteur CQA avant toute soudure.
FAQ – Guide étape par étape pour l'installation d'une géomembrane en PEHD
Demander une assistance technique ou un devis
Nous fournissons des plans d'installation QA/QC, la pré-qualification des entrepreneurs et des services d'inspection CQA pour les projets de géomembranes en PEHD dans le monde entier.
✔ Demander un devis (zone du projet, type de revêtement, conditions de pente, exigences de certification)
✔ Téléchargez le manuel d'installation QA/QC en HDPE de 30 pages (avec listes de contrôle et formulaires de points de contrôle).
✔ Contacter l'ingénieur d'installation (certifié IAGI, 18 ans d'expérience)
Contactez notre équipe d'ingénierie via le formulaire de demande de renseignements sur le projet.
À propos de l'auteur
Ce guide technique a été préparé par le groupe senior d'ingénierie géosynthétique de notre entreprise, une société de conseil B2B spécialisée dans l'assurance qualité et le contrôle qualité de l'installation de géomembranes en PEHD, la qualification des entrepreneurs et l'analyse des défaillances par voie forensique. Ingénieur en chef : 22 ans d'expérience dans la gestion des installations en PEHD (plus de 12 millions m² installés), 18 ans dans la supervision CQA, et formateur certifié IAGI. Chaque procédure d'installation, chaque paramètre de test et chaque étude de cas sont issus des normes ASTM/GRI et de l'expérience des projets sur le terrain. Pas de conseils génériques – protocoles de qualité industrielle pour les ingénieurs CQA et les entrepreneurs en installation.